
Принцип закалки инструментальных сталей на вакуумных печах фирмы WMU GmbH
Вакуумные печи уже стали привычными в различных отраслях производства. Вакуумная печь – это символ современного уровня производства. Вакуум – идеальная среда для высокотемпературной обработки металлов и сплавов, так как гарантирует отсутствие примесей и загрязнений, равномерное распределение температуры и отсутствие рассеивания энергии.
Препятствием к выбору вакуумной технологии обработки может стать сложность оборудования. Практически все заказчики сталкиваются с проблемой подбора надежной вакуумной печи, соответствующей техническим требованиям производственного процесса.
В области проектирования и производства вакуумного оборудования фирма WMU GmbH из Германии накопила богатый опыт работы в области производства печей и термической обработки, который подтверждается многочисленными патентами, свидетельствами и сертификатами.
Вакуумные печи WMU находят свое применение в различных отраслях промышленности, среди которых:
• производство авиационных двигателей;
• производство промышленных газовых турбин;
• производство теплообменников;
• промышленная термообработка.
Четких стандартов в типоразмерах печей нет. Рабочие размеры камер нагрева могут быть от 300×300×300 мм до 2000×2000×2000 мм. Вес садки с деталями от 50 до 6000 кг.
 Печь может иметь горизонтальное или вертикальное исполнение с камерой нагрева кубической или круглой формы.
Печь может иметь горизонтальное или вертикальное исполнение с камерой нагрева кубической или круглой формы.
Одним из перспективных направлений в использовании вакуумных печей является закалка инструмента в потоке инертного газа.
Вакуумные печи с охлаждением потоком инертного газа (азот, аргон, гелий) оптимально подходят для проведения закалки инструмента из высоко и среднелегированных марок сталей.
Можно выделить следующие основные плюсы закалки в вакууме:
• отсутствие окалины и окисления поверхности;
• снижение уровня деформаций при нагреве за счет легко реализуемого ступенчатого нагрева;
• снижение уровня деформаций при охлаждении за счет возможности гибкого выбора скоростей охлаждения в газе;
• простая реализация процесса по полному циклу закалка+отпуск+обработка холодом (при необходимости) в одной печи;
• отсутствует необходимость мойки и очистки деталей после термообработки;
• возможно закаливать практически готовые изделия с минимальными припусками.
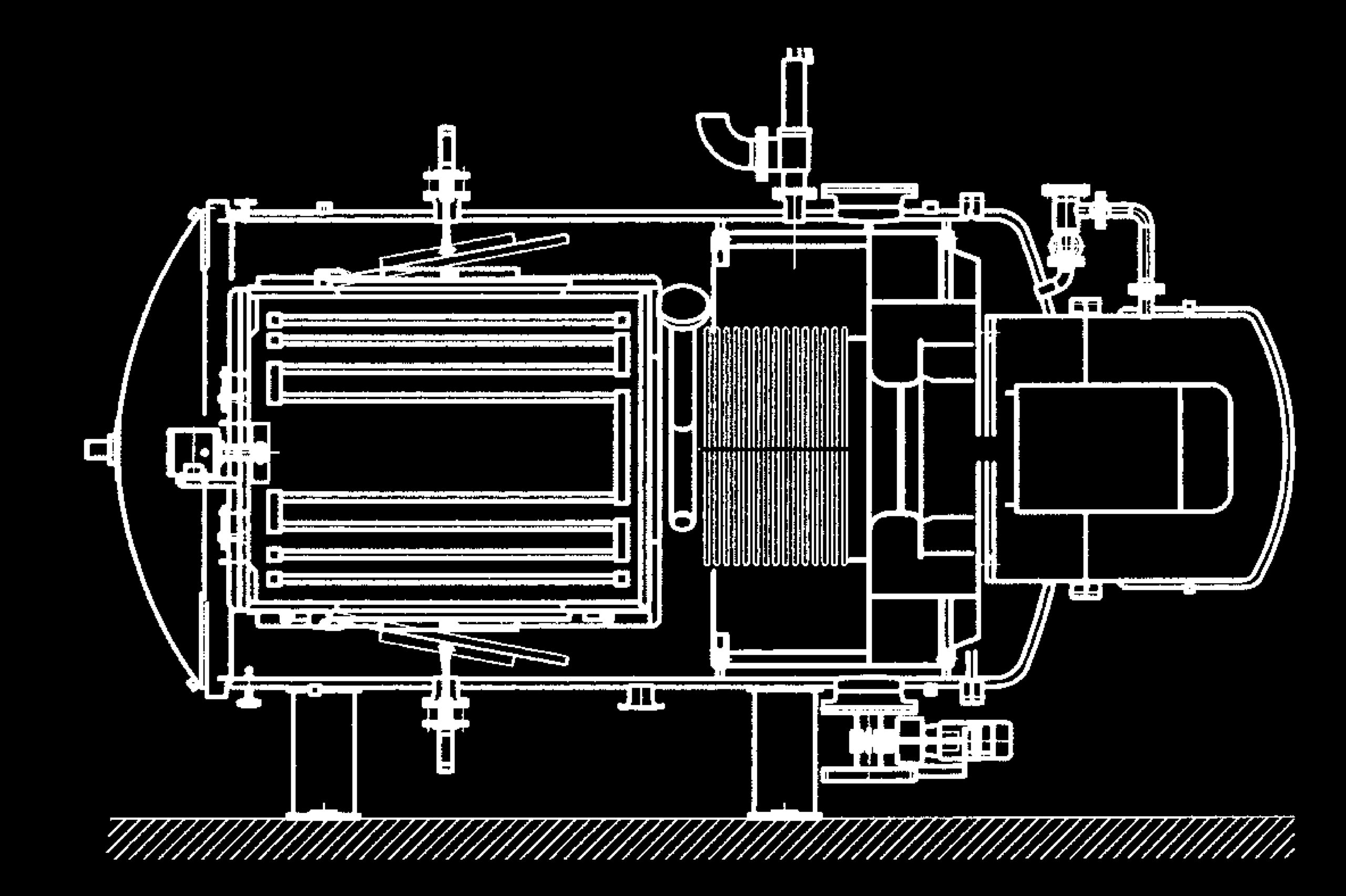
 Внутри цилиндрического корпуса, имеющего водоохлаждаемые двойные стенки расположены:
Внутри цилиндрического корпуса, имеющего водоохлаждаемые двойные стенки расположены:
• камера нагрева. Чаще всего сделана из графита и графитового войлока. Нагреватели из графита (возможны варианты исполнения камеры полностью из металла – молибден, в основном используется для технологий, где нужна повышенная чистота вакуума).
• На камере нагрева расположены окна с открывающимися заслонками. Они служат для прохождения потока газа к горячей садке на стадии охлаждения. Заслонки могут быть с четырех сторон на стенках камеры. В зависимости от типа садки охлаждение таким образом может происходить вертикально или горизонтально или с чередованием направлений.
• Перед камерой печи, в дверце камеры расположен вентилятор конвекционного нагрева. Он служит для перемешивания газа на стадии конвекционного нагрева (нагрев в разряженном пространстве с небольшим количеством газа для увеличения скорости и равномерности нагрева).
• За камерой нагрева расположен водоохлаждаемый теплообменник. Он служит для охлаждения потока горячего газа. Охлажденный газ через окна в камере нагрева снова поступает к садке, отбирает тепло и идет к теплообменнику. И так до остывания садки. Газ заполняет камеру один раз.
• За теплообменником расположен двигатель и турбина ускоренного газового охлаждения, служащая для перемешивания газа на стадии охлаждения.
В зависимости от марки стали и размеров деталей охлаждение возможно:
• в вакууме, вместе с печью
• с напуском газа в печь, но без перемешивания газа (охлаждение только за счет отбора тепла на воодоохлаждаемых стенках корпуса печи)
• с напуском газа в печь, с перемешиванием газа. Газ отбирает тепло от горячей садки и охлаждается на водоохлаждаемом теплообменнике.
Скорость охлаждения можно регулировать с помощью нескольких факторов:
• давление газа (чем выше, тем выше скорость охлаждения);
• скорость вращения турбины (чем выше, тем выше скорость охлаждения);
• направление потока газа;
• тип газа.
Возможный процесс термообработки на вакуумной печи с закалкой в газе:
1. Загрузка садки в печь.
2. Закрытие двери печи.
3. Начало откачки вакуума.
4. По достижении точки вакуума ок. 10-1 мбар – включение нагрева.
5. Нагрев по заданной программе (с заданными ступенями и мощностью нагрева).
6. По достижении заданной температуры – выдержка.
7. Охлаждение. Выключение нагрева, напуск газа в печь с заданным давлением, включение турбины.
При необходимости можно выполнить изотермическую площадку на стадии охлаждения, когда выключается турбина и нагреватели поддерживают заданную температуру.
Возможно очень медленное охлаждение с заданной скоростью. Если печь остывает быстрее заданной скорости, нагреватели подогревают садку.
8. Сброс избыточного давления и выравнивание давления с атмосферным.
9. По достижении температуры ок. 100 °С – выгрузка деталей, или
10. Проведение процесса отпуска, не выгружая детали (при необходимости 2-х или 3-х кратного отпуска, процесс повторяется).
11. Откачка.
12. Нагрев.
13. Выдержка.
14. Охлаждение (с газом для ускорения процесса или без).
15. Выгрузка.
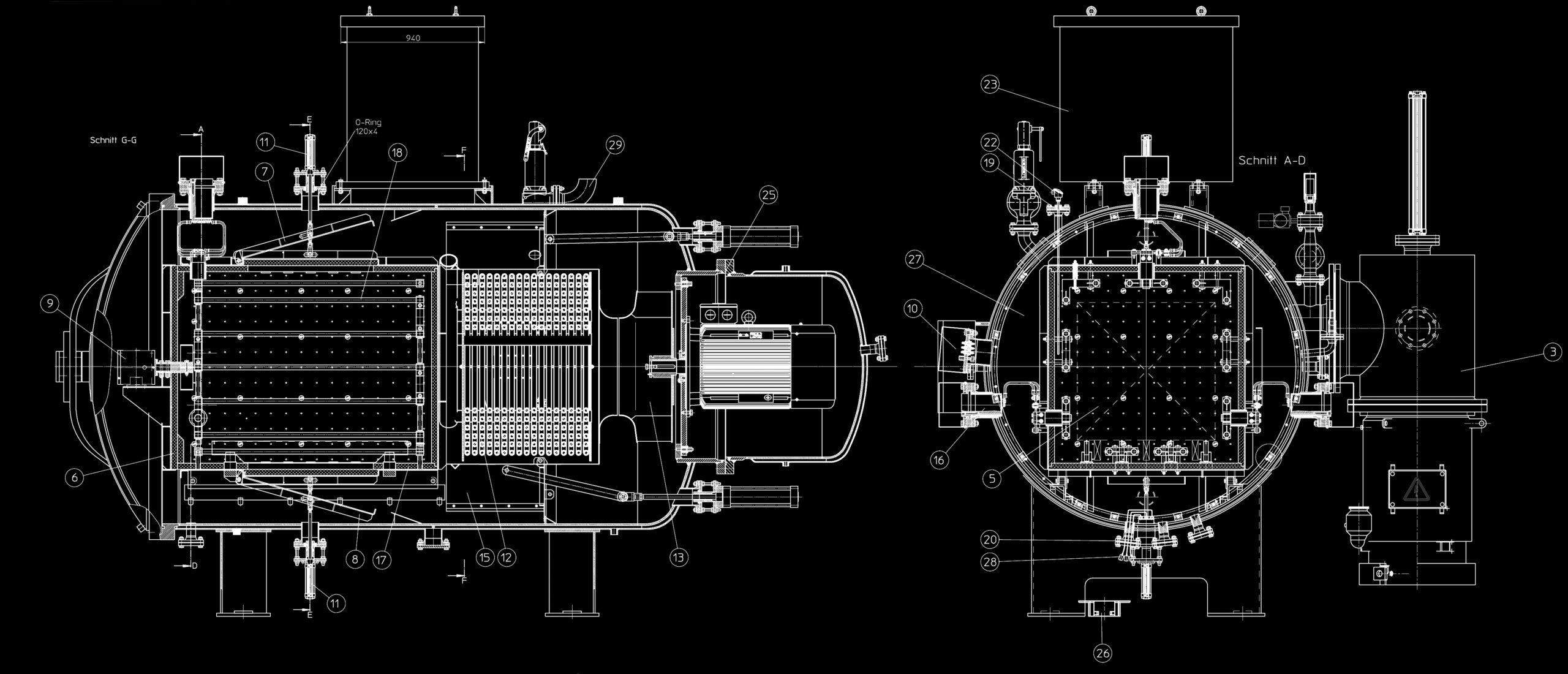
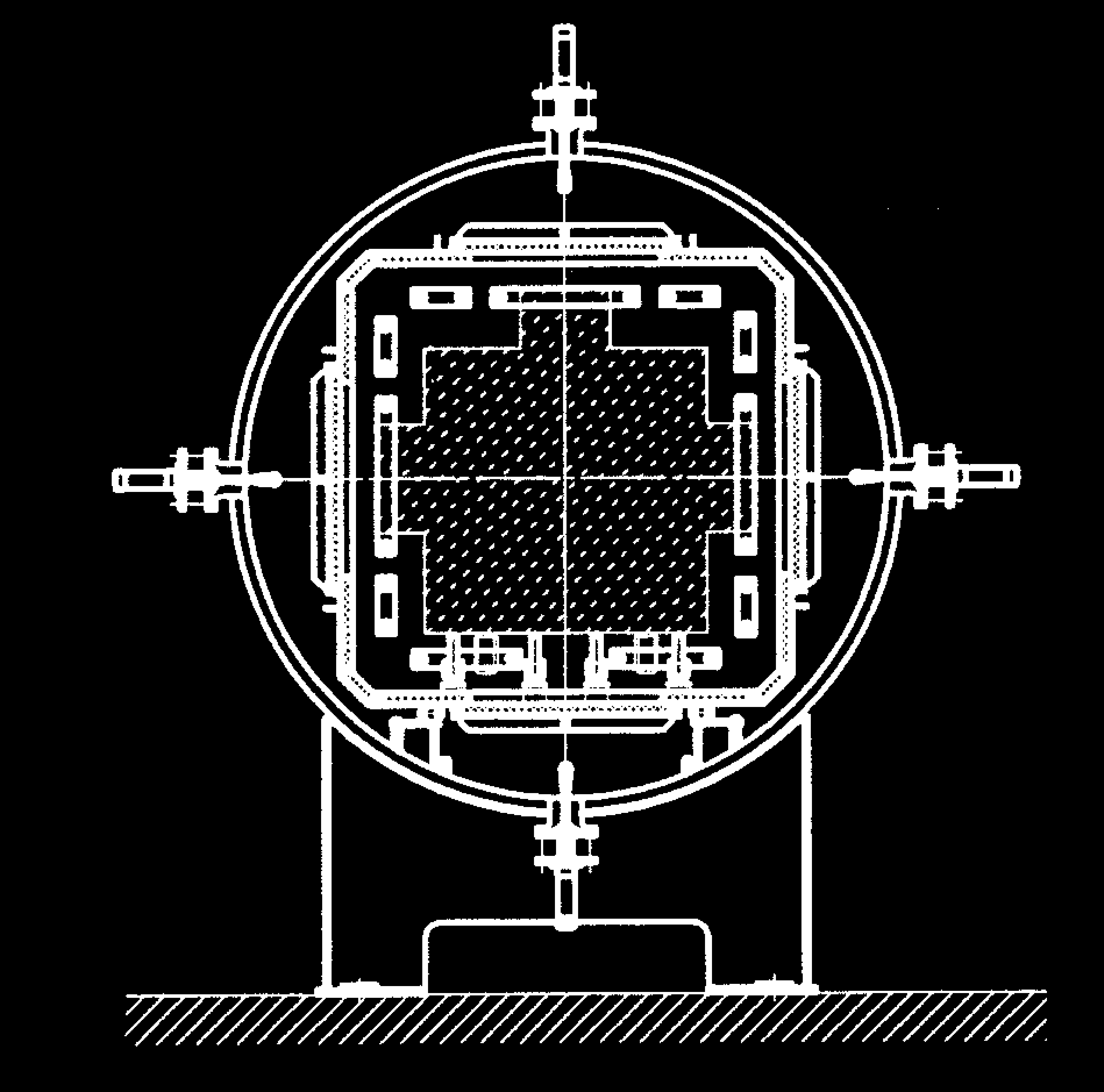
Схема печи с запатентованной системой охлаждения WMU
WMU. Патент с вращающимся корпусом охлаждения
Как альтернативу классической схеме газового охлаждения WMU предлагает свое запатентованное решение.
WMU предлагает запатентованную систему охлаждения, которая при охлаждении симметричных деталей имеет большее преимущество по сравнению с традиционной клапанной техникой.
В этом варианте охлаждения имеется возможность охлаждать по выбору вертикально или горизонтально или попеременно. Благодаря распределению газовых потоков и спиральному корпусу вентилятор охлаждения имеет оптимальный КПД.
Перенаправление потоков охлаждающего газа происходит не путем открытия или закрытия пневмоцилиндров, а путем вращения специального барабана с газонаправляющими каналами.
Большие газовые каналы обеспечивают значительно больший (до 4 раз) объем охлаждающего газа, чем у традиционных вакуумных камерных печей.
При этой системе охлаждения охлаждающий газ запускается в камеру нагрева одновременно с 2-х сторон и предотвращает одностороннее охлаждение конструктивных элементов и вместе с тем образование трещин и поводок.
Благодаря запатентованной системе охлаждения в сочетании с особым управлением мотора охлаждения достигаются крайне высокие скорости охлаждения.
Следующим преимуществом является то, что при изменении направления охлаждения объем потока не прерывается как при традиционном принципе охлаждения, т.к. объем потока газа только перенаправляется.
Далее приведен процесс «быстрое охлаждение» стандартной вакуумной печи с помощью пневмоцилиндров:
• отключение нагрева;
• открытие клапанов камеры нагрева;
• введение/наполнение пространства печи до мин. 800 мбар абс.;
• включение вентилятора охлаждения и медленный подъем на номинальное число оборотов;
• при достижении номинального числа оборотов через буферную емкость установка быстро наполняется газом до рабочего избыточного давления.
При таком процессе стандартной печи нужно около 30 сек. прежде чем цикл охлаждения действительно запустится. В течение этого времени садка охлаждается в области краевой зоны. При критичных материалах это может привести к проблемам (особенно критично для слаболегированных сталей).
Та же проблема возникает у двухкамерных печей с так называемыми холодными камерами. Здесь садка охлаждается ощутимо во время перемещения (ок. 20-30 сек).
Предлагаемая система охлаждения WMU работает следующим образом:
1. Выбор быстрого охлаждения
2. Клапаны камеры нагрева остаются закрытыми. Тем самым садка остается при температуре.
3. Отдельная область вентилятора охлаждения (под колоколом мотора) заполняется азотом, находящимся под давлением, и вентилятор выходит на номинальное число оборотов.Крыльчатка вентилятора находится в области вакуума, а мотор в области давления. Тем самым мотор работает без нагрузки и избегает пиков напряжения.
4. После достижения номинального числа оборотов одновременно отключается нагрев и клапаны камеры нагрева открываются. Как только клапаны камеры нагрева открылись, установка наполняется через вентиль быстрого наполнения через буферный бак до номинального давления. Благодаря такой технике, мы с первой секунды имеем полную мощность охлаждения. Исходя из такого процесса, мы достигаем при небольшом давлении высокой скорости охлаждения.